

Пресата е инструмент, който не се използва много често в дома гаражано когато имаш нужда от него, не можеш без него.
Капитанът трябваше да изправи извитата ос на велосипеда. Това наложи преса. Тъй като изискванията са минимални, размерът на пресата трябва да бъде среден размер, между височината на пейката и нивото на пода.
Той също така искаше хидравличният крик да бъде свален, в случай че има нужда от друго място.
Първа стъпка: Безопасност на първо място
Малко количество заваряване ще е необходимо на горната и долната част на крилото, както и на краката на стабилизатора.
Имайки това предвид, важат всички предпазни мерки за заваряване: дълги ръкави, подходящи ръкавици за заваряване и дъга за заваряване на дъга. Имайте предвид, че можете да получите UV изгаряния в областта на шията, която не е покрита от дъното на каската, особено при заваряване на предмети на пода. Правилните обувки (предпазни обувки или поне кожени обувки) също са необходими по време на заваряване. Трудно е да получите спретнати заварчици, танцуващи с горещи капки разтопен метал върху пръстите на краката.
Поради изпаренията се препоръчва заваряване на открито.
Има и много режещ и шлифовъчен метал
Като се има предвид това, защитата на очите и слуха е задължителна. Ъглошлайф с режещ диск без подходяща защита причинява звън в ушите, а също така пръска огромен поток от искри. Пазете се от горещата искра, отразяваща се от стената. Носете очила.
Двойка работни ръкавици намалява вибрацията, предавана на ръцете.
Втора стъпка: Инструменти и материали



инструменти:
- заваръчна машина;
- пробивна машина с 20-милиметрова биметална корона "Blu-Mol", препоръчителната скорост на пробиване 440 об / мин.
- ъглошлайф с диаметър на диска 115 мм + разглобяеми и шлифовъчни дискове;
материали:
- Метър странични стелажи 2 бр .;
- Канал 100х50 мм, дължина 560 мм. за напречни щанги 4 бр .;
- ъгъл 30 мм. и дължина 1,2 м. като опора;
- Кръстосан 460мм;
- Болт от 20 мм за напречни парчета, 8 броя;
- болт M8 за опора, 4 бр .;
- 10 тона хидравличен крик
- метална плоча за горната конзола на крика 200 mmx 100 mm x 20 mm 1 pc .;
- Мека стоманена метална плоча за долна скоба
300mmx3mm 1 бр .;
- фитинги за монтиране на скобите на връщащата пружина на горната конзола 300 мм х 10 мм 1 бр .;
- V-образни блокове 200mm x 100mm x 20mm 2 бр .;
Трета стъпка: Сглобяване на долната опора


В самото начало майсторът реши да изреже и заваря напречната скоба от ъгъла за долната опора. За да се знае размерът на този ъгъл, първо е необходимо да се реши колко дълги трябва да са напречните елементи от канала. Тъй като материалът е оскъден, трябваше да изчисля въз основа на съществуващия. Така дължината на напречните елементи се оказа 560 мм, съответно дължината на напречната скоба за долната опора е 460 мм.
Преди заваряване на напречния елемент на долната опора е необходимо да се маркират и пробият отвори за закрепване на страничните стълбове, които са направени от канал. След заваряване на напречния елемент на долната опора, вертикалните стълбове се закрепват с болтове.
Четвърта стъпка: Монтаж на рамка






Биметалната корона Blu-Mol лесно премина през 8 мм стомана и остана остра дори след 32 дупки. От противоположната страна на метала остават остри ръбове след пробиване. Тези метални стружки трябва да се шлайфат с ъглошлайфи преди боядисване.
Отворите на напречните елементи се пробиват на разстояние 30 мм от краищата. Капитанът проби дупките, така че центровете на отворите да са на разстояние 40 мм един от друг (ширина 100 мм минус 60 мм трябва да е 40 мм). Всъщност ще бъде по-добре, ако той ги направи на разстояние 39 мм един от друг. Така че би било по-удобно да затегнете гайките.
прикачени файлове:
2D CAD файл с основни измервания
Пета стъпка: Хидравлични държачи на крикове








Майсторът заваря парче тръба към горната плъзгаща скоба. Горната част на хидравличния крик ще опира до този сегмент. Тогава той завари арматурата, като предварително я огъна, за да закрепи възвратните пружини, които все още не беше в състояние да вземе. В момента като временни колиби вместо пружините са монтирани гумени тегличи, които досега се справят доста поносимо.
Също така, малките ъгли бяха заварени по всичките четири ъгъла на скобата. Те служат за взаимодействие с горните канали (напречни елементи). Ето как горната скоба се оказва плъзгаща.
Долната скоба е две метални плочи, които са заварени и огънати, за да държат основата на крика. В огънатите части на плочите се пробиват дупки, в които се вкарват и заваряват верижни връзки. Връзките за връщане се вмъкват в тези връзки, сега временно гумени тегличи.
Стъпка шеста: Тестване





Финализиране на крика.
Трябваше леко да надстроя хидравличния крик - подменете оригиналния щифт на клапана и поставете много по-дълъг, за да улесните използването му с пръсти.
Тази преса лесно огъва 10 мм арматура на автомобилен спрей, но само до 90 градуса.
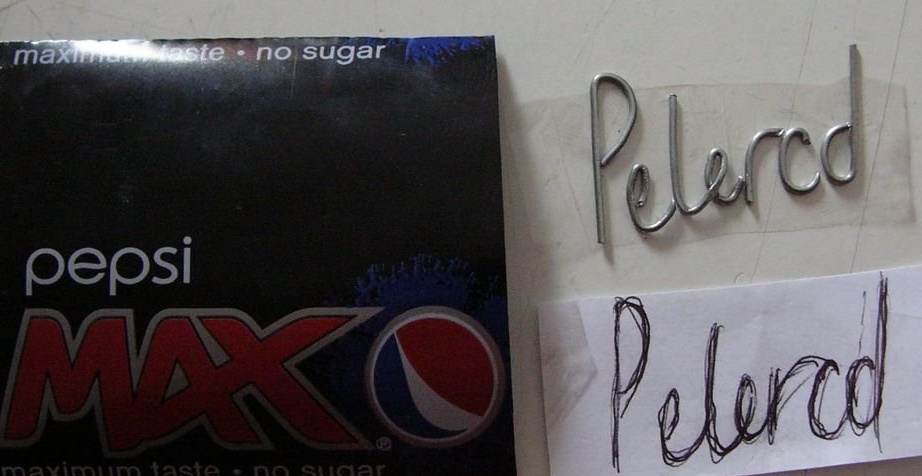
Също така с тази преса беше тествана възможността за производство на щамповане от алуминиев лист на консерва Pepsi. Този алуминиев лист е с дебелина 1 мм. Като форма се подлагат на тест поцинкована тел с диаметър 1,23 мм и гумен лист с дебелина 1,6 мм.
Но тънкият алуминиев лист от Pepsi иска да се разкъса по шевовете. Може би трябва да опитате с по-дебел метал, може би ще се получи. Или като опция опитайте да използвате по-тънка тел, по-тънка от 1,23 мм.